1、混炼前配合剂的加工和准备


配合剂的加工和准备是为了确保其质量(如含水率、粒径等),以及方便混炼的工艺操作、提高分散效果、实现自动化生产(如自动称量)、制造高质量的混炼胶、配合剂的加工和准备工作主要包括,按规定标准对配合剂进行抽查、检验,对不符合要求的配合剂进行补充加工(主要有粉碎、干燥、筛选);软化剂的预热和过滤;母炼胶和膏剂的制备;配合剂的称量与配合等。
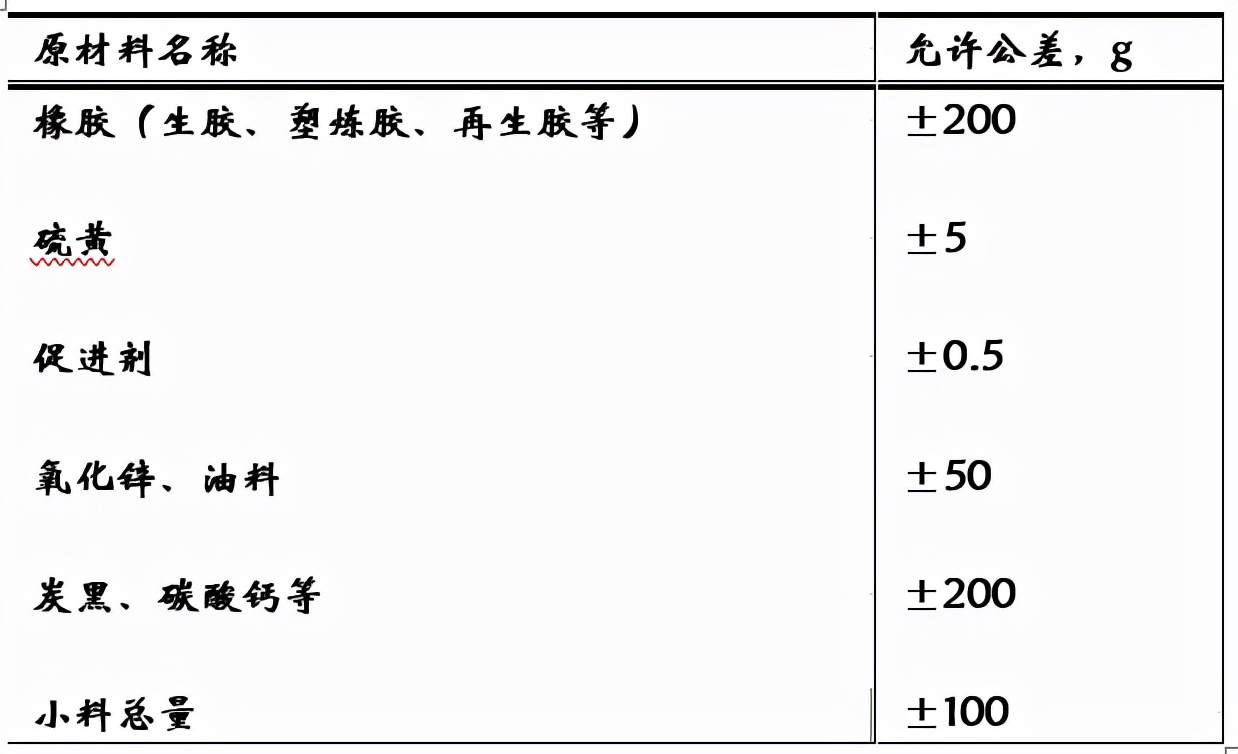
原材料一般称量公差如下:
2、胶料在密炼机中受力及流动特点
密炼机的主要工作部位为密炼室。密炼室是由密炼室壁、转子以及上、下顶栓组成。
一种是周向流动,另一种是轴向流动,可使胶料内部相互之间、胶料与转子表面之间以及胶料与密炼室壁之间产生强烈的摩擦、剪切作用,从而大大提高了机械的捏炼效果。
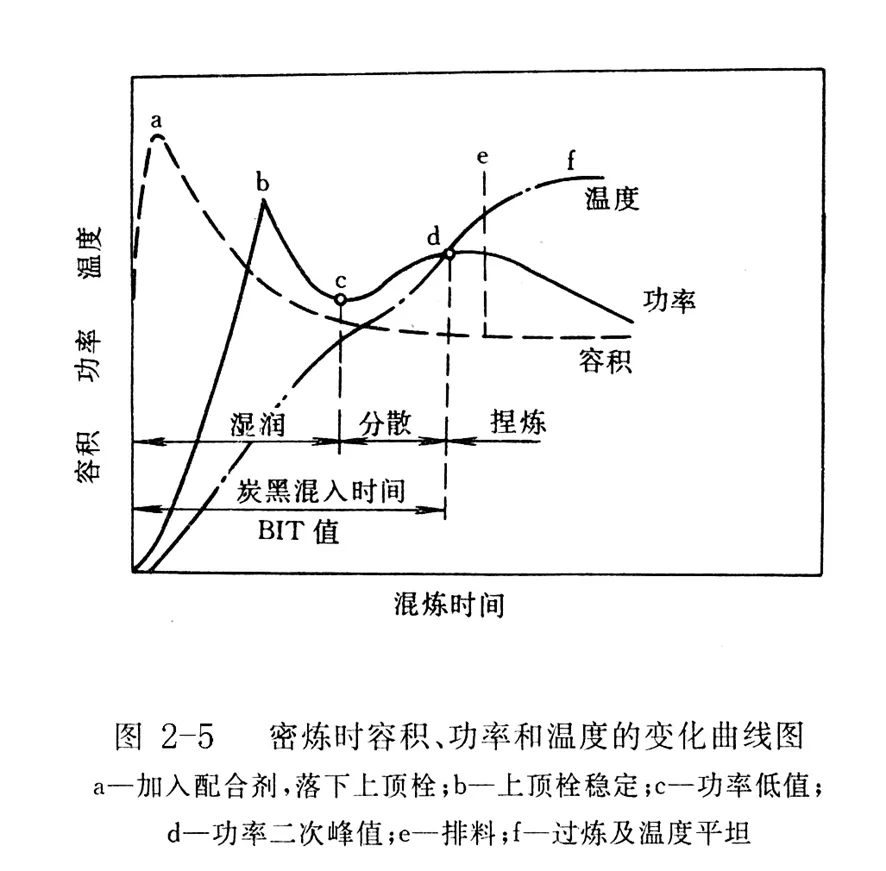
湿润阶段
当密炼机中加入全部配合剂开始混炼后,功率曲线随即上升,然后下降。从功率曲线开始上升至下降达到第一个低峰时(c点),所经历的混炼过程称之湿润阶段,其所对应的时间为湿润时间。在这个阶段中混炼主要表现在橡胶和炭黑混合成为一个整体。
分散阶段
混炼继续进行,功率曲线由c点开始再次上升至第二个高峰(d点)的阶段称为分散阶段。此阶段的混炼作用主要是通过密炼机转子突棱和室壁间产生的剪切作用,使炭黑凝聚体进一步搓碎变细,分散到生胶中,并进一步与生胶结合生成结合橡胶。由于搓碎炭黑凝聚体消耗能量,结合橡胶的生成使胶料弹性渐增,所以功率曲线回升。
捏炼阶段
生胶混炼性能的优劣,常以被混炼到均匀分散所需的时间来衡量。一般以混炼时间——功率图上出现第二功率峰的时间作为分散终结时间,称为炭黑混入时间BIT值,此值越小,表示混炼越容易。
3、密炼机混炼的工艺方法
一段混炼法
通常的混炼程序为:生胶→硬脂酸→小料→大料(或1/2炭黑→1/2炭黑)→油类软化剂→排料→压片机薄通散热加硫黄和超速促进剂(100℃以下,以防硫黄液化结团而影响分散)→下片→冷却、停放。
二段混炼法
当合成橡胶用量超过50%时,为改进并用胶的掺合和炭黑的分散,应采用二段混炼法。二段混炼是先在密炼机上进行除硫黄和促进剂以外的母炼胶混炼、压片(或造粒)、冷却停放一定时间(一般在8h以上),然后再重新投入密炼机(或开炼机)中进行补充加工、加入硫黄和促进剂。
二段混炼,不仅其胶料分散均匀性好,硫化胶物理机械性能显著提高,而且胶料的工艺性能良好,减少焦烧现象的产生。
引料法(或种子胶法)
当橡胶与配合剂之间湿润性差,吃料困难时,可采用引料法。即先在密炼机中加入预混好的(硫黄未加)胶料1.5~2.0kg,然后再投料混炼。该法能提高吃粉速度,缩短混炼时间,并有利于提高胶料的均一性。引料法常用于丁基橡胶的混炼。
逆混法(或倒混法)
其混炼顺序为,补强填充剂→橡胶→小料、软化剂→加压混炼→排料。
逆混法的特点是充分利用装料容积,减少混炼时间(所有配合剂都一次加入,减少上顶栓升降次数)。
4、密炼机混炼的工艺条件
混炼温度
以天然橡胶为主的胶料,混炼温度一般掌握在100~130℃。慢速密炼机混炼排料温度约120~130℃,快速密炼机混炼排料温度可达160℃左右。温度太低,常会造成胶料压散,不能捏合;温度过高,会使胶料变软,机械剪切作用减弱,不利于填料团块的分散,容易引起焦烧,而且加速橡胶的热氧裂解,降低胶料的物理机械性能或导致过量凝胶,不利于胶料加工。
转子转速与混炼时间
提高转子转速能成比例地加大胶料的切变速度,从而缩短混炼时间,提高密炼机生产能力。
装胶容量
一般装胶容量可根据密炼机的容量系数(即一次装胶容量与密炼室总容积之比)来定,容量系数一般为0.48~0.75。
上顶栓压力
提高上顶栓压力,不仅可以增大装胶容量,防止排料时发生散料现象,而且可使胶料与设备以及胶料内部更为迅速有效地相互接触和挤压,加速配合剂混入橡胶中的过程,从而缩短混炼时间,提高混炼效率。
5、胶料混炼后的补充加工、常用橡胶混炼特点
混炼后的胶料,一般必须进行一系列补充加工,才能供下道工序使用。目前生产中,通常的补充加工主要有冷却、停放及滤胶等。
1.天然橡胶混炼特点
天然橡胶具有良好的混炼性能。其包辊性好,在机械捏炼时,塑性增加快而生热量低,因此对配合剂的湿润性好,吃粉快,分散也较容易,混炼时间短,混炼操作易于掌握。但混炼时间过长时,会导致过炼,使硫化胶性能明显下降,严重时会产生粘辊现象。
2.丁苯橡胶混炼特点
丁苯橡胶混炼时,生热较大,胶料升温快,因此混炼温度应比天然橡胶低。此外,丁苯橡胶对配合剂的湿润能力较差,配合剂在丁苯橡胶中较难混入,因此混炼时间要比天然橡胶长。采用开炼机混炼时,要加强辊筒冷却,装胶容量应少于天然橡胶10%~15%,辊距也宜较小(一般为4~6mm),混炼温度控制在45~55℃,目前辊温应低于后辊温5~10℃,混炼时间应比天然橡胶长20%~40%。混炼时某些配合剂(如氧化锌)应早期加入,炭黑要分批加入,配合剂全部混入后,需增加薄通次数,并进行补充加工,才能得到均匀分散。
3.顺丁橡胶混炼特点
开炼机混炼时,宜采用二段混炼法。为防止脱辊,宜采用小辊距(一般为3~5mm)、低辊温(40~50℃),前辊温低于后辊温5~l0℃的工艺条件。
采用密炼机混炼其效果较开炼机混炼好。装胶容量可适当增大,混炼温度也可稍高,以利配合剂的分散,排胶温度可控制在130~140℃。
4.氯丁橡胶混炼特点
氯丁橡胶开炼机混炼时的缺点是生热大,易粘辊,易焦烧,配合剂分散较慢,因此混炼温度宜低,容量宜小,辊筒速比也不宜大。辊温一般控制在40~50℃以下(前辊比后辊温低5~10℃)。混炼时先加吸酸剂氧化镁,以防焦烧,最后加入氧化锌。
5.丁腈橡胶混炼特点
混炼性能差,表现在混炼时生热大,易脱辊,对粉状配合剂的湿润性差,吃粉慢,分散困难,当大量配有炭黑时会因胶料升温快而易于焦烧。混炼时通常采用小辊距(3~4mm)、低辊温(35~50℃、前辊温低于后辊温5~10℃)、低速比、小容量(为普通合成橡胶的70~80%)和分批逐步加药的方法。由于硫黄在丁腈橡胶中溶解度小、分散困难,所以在混炼初期加入,促进剂最后加入。
6.丁基橡胶混炼特点
丁基橡胶冷流性大,配合剂分散困难。用开炼机混炼时,包辊性差,高填充时胶料又易粘辊。生产上一般采用引料法(即待引胶包辊后再加生胶和配合剂)和薄通法(即将配方中的一半生胶用冷辊及小辊距反复薄通,待包辊后再加另一半生胶)。混炼温度一般控制在40~60℃(前辊温应比后辊温低10~15℃),速比不宜超过1:1.25,否则空气易卷入胶料中引起产品起泡。配合剂应分批少量加入,在配合剂吃净前不可切割。
7.乙丙橡胶混炼特点
乙丙橡胶因自粘性差,不易包辊,故混炼效果较差。用开炼机混炼时,一般先用小辊距使生胶连续包辊后,然后逐渐调大辊距,加入配合剂。前辊温60~75℃,后辊温85℃左右。混炼时,可先加入氧化锌和一部分补强填充剂,然后再加另一部分补强填充剂和操作油。操作油能改善乙丙橡胶的混炼工艺性能。硬脂酸因易造成脱辊,宜在后期加入。乙丙橡胶用密炼机混炼效果较好,混炼温度一般为150~160℃,装胶容量可比一般胶料高10%~15%。对于配合大量填料和油料的胶料,宜采用逆混法。
安徽立信橡胶科技有限公司(立信)是国内集研发,生产,销售,服务于一体的专业化橡胶混炼胶厂家,安徽善信高分子精细材料有限公司是国内首家彩色混炼胶制造工厂,致力于为国内外橡胶制品企业,提供高品质的全系列混炼胶。善贞实业、安徽善信、安徽立信为客户开发橡胶行业原材料,推动橡胶行业发展。